







 |
 |
 |
 |
 |
 |
 |
 |
 |













CO2二氧化碳气保焊 气体保护焊机 二氧化碳保护焊 气体保护焊机气保焊MIG500
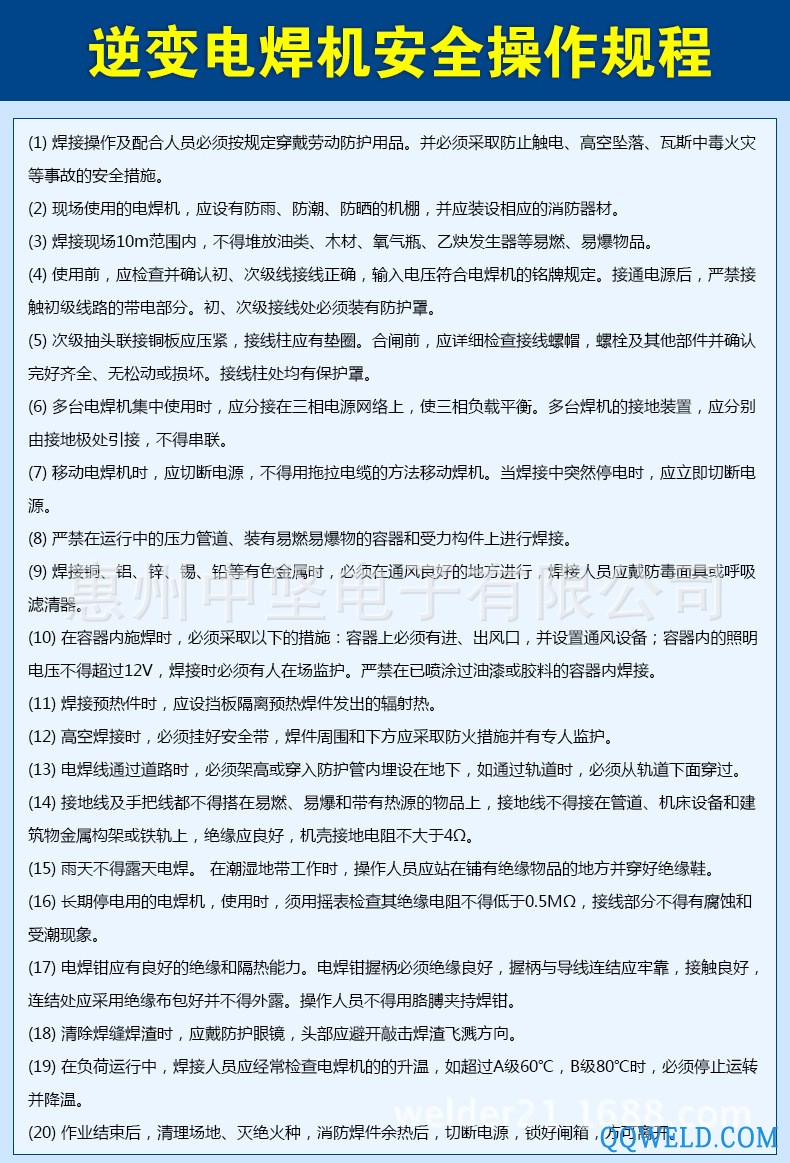
安全事项
在焊接过程中,可能给你和他人造成伤害,在焊接时做好防护。详细情况参考符合生
产商事故预防要求的操作人员安全防护指南。
触电——可能会导致受伤!
按照应用标准,安装好接地装置。
在皮肤裸露、带有湿手套或穿着湿衣服是,禁止接触带电部件或电焊条。
确保您和地面及工件间是绝缘状态。
确认您的工位是安全状态。
烟气——可能会有害健康!
让头部保持在烟气外。
在弧焊时,使用通风或抽气装置,避免吸入烟气。
弧光辐射——可能会损害您的眼睛,灼伤皮肤!
使用合适的焊接面罩和滤光镜,穿上防护服,以保护您的眼睛和身体。
用适合的面罩或帘保护旁观者免受伤害。
④火灾
焊接火花可能会导致火灾,请确认焊接工位附近无易燃物。
⑤噪音——过度的噪音对人的听力有害!
保护您的耳朵,使用耳朵护罩或戴上其它听力保护物。
警告旁观者,噪音会对其听觉造成潜在伤害。
⑥故障——遇到困难时,寻求专业人士的帮助!
如您在安装和操作时遇到困难,请按本手册的有关内容进行排查。
如您阅读后仍不能完全理解,或按本手册指引仍不能解决问题,您应立即与您的供应
商或本公司的服务中心取得联系,寻求专业人士的帮助。
产品概述
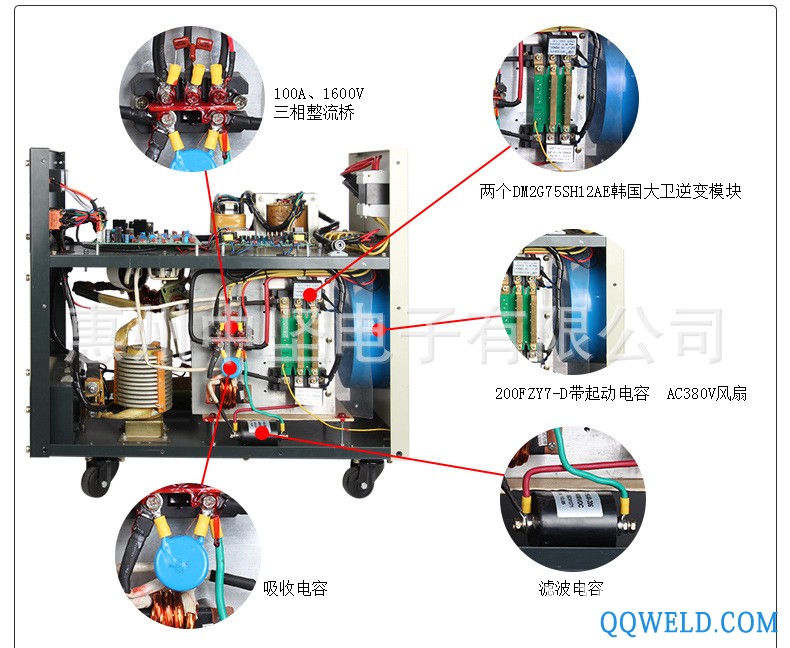
MIG200、MIG250二氧化碳气体保护焊机是我司采用国际先进的逆变技术制造的逆
变式焊机。
其原理是先将50/60HZ市电整流为直流,再利用大功率开关器件IGBT把直流逆变为
高频交流电(频率可达20KHZ),然后降压整流。本机特点如下:
1、IGBT逆变技术,电流型控制,质量可靠,性能稳定,
2、闭环反馈,恒压输出,抗网压波动能力强。
3、电子电抗器控制,焊接过程稳定,飞溅小,熔池深,成型好。
4、起弧慢送丝,焊后削小球,保证引弧成功率。
5、适用板厚0.8㎜以上,中薄板焊接。
6、体积小,重量轻,操作简单,经济实用。
本机效率可达85%以上,比传统焊机节能30%以上。
安装
接线
1、输入线的连接
每台焊机都配有一次电源线,如果是MIG200单相将电源线接在交流220V的电源上,
如果是MIG250/350三相电源线接在交流380V电源上,三条线无相序之分。
2、输出线的连接
将装有二氧化碳气体减压流量计的气瓶与本机后面的二氧化碳进气入口用气管紧密对
接。
1)将地线的快速插头插到前面板对应的位置上,地线另一头夹在工件上。
2)焊枪插在前面板的送丝机输出插座上并旋紧,同时手把焊丝穿入枪体内。
3、焊丝盘的安装
1)将装有焊丝的焊丝盘装在送丝机的架轴上,焊丝盘的孔位要与架轴上的因定销对
准插好。
2)根据使用焊丝的尺寸,选择不同的导电嘴。
3)松开压丝轮的螺母,将焊丝径导丝管送入送丝轮槽内,调整压丝轮压紧焊丝,保
证焊丝不滑动,但压力不能过大,防止焊线变形而影响送丝。
4)焊丝盘应逆时针转动放开焊丝,新的焊丝盘头部为了防止焊丝松动,常将其穿在
焊丝盘边上因定孔内。正常使用是为了防止弯曲的焊丝被卡,请将这部分焊丝剪断。
5)根据焊丝直径选择不同的送丝槽位置。
6)按面板“点动送丝”按钮将焊丝送出枪头。
安装气瓶
将装有二氧化碳气体减压流量计的气瓶,与送丝机的二氧化碳进气入口用气管紧密对
接,用喉扎将气管锁紧。
请注意以下几点:
1)要避免气瓶在高温附近、太阳下暴晒,以避免增加气瓶的气压,引发事故。
2)在气瓶出口连接处,应用扳手牢牢拧紧,以避免保护气体泄漏, 保证良好的焊接
效果。
3)禁止用力敲击气瓶,和将气瓶倒放。
4)要确认调节器和压力计正面无人,才可开关气瓶。
5)将加热器电源插头插到主机后面的AC220V插座上。
6)流量表应垂直安装,否则不能正确显示流量。另外,一定要正确使用CO2气体或
混合气体用的流量表,如使用氩气流量表,因气体比重不同,将不能正确显示流量。
7)在安装气体调节器前,开闭几次气瓶开关,吹掉气瓶接头处的灰尘, 防止灰尘堵
塞气体调节器的滤膜。
注意:由于气保焊的弧光远强于手焊,所以在操作前,一定要戴上有遮光的面罩!
操作
操作方法
1、将焊机的空气开关置于“ON”位置,打开气瓶的阀门,调节流量计至所需的流量。
2、根据焊丝直径选择焊枪导电嘴孔径。
3、根据所焊工件的厚度及工艺,配合“电压调节”旋钮和“电流调节”旋钮至相应位置。
4、“电感条件”旋钮可以改变电弧的软硬程度,可根据需要调至合适的位置。
5、按动焊枪上的开关即可开始工作。
焊接电流的设定
焊接电流和电弧电压的选择合适与否直接影响到焊接过程的稳定性,焊接质量和生产
效率。为了保证焊接质量要求焊接电流和电弧电压应有良好的配合。通常根据焊丝直
径和所需要的熔滴过渡形式及生产率真的要求来选择。常用的焊接电流与电弧电压适
用范围可参照下表对电流设定,对于不同的工作状况请参考“焊接参数速查表”进行焊
接。
CO2焊接时电流和电压范围
焊丝直径(mm) | 短路过渡 | 潜射过渡 | ||
电流(A) | 电压(V) | 电流(A) | 电压(V) | |
0.6 | 40-70 | 17-19 | 160-400 | 25-38 |
0.8 | 60-100 | 18-19 | 200-500 | 26-40 |
1.0 | 80-120 | 18-21 | 200-600 | 27-40 |
1.2 | 100-150 | 19-23 | 300-700 | 28-42 |
1.6 | 140-200 | 20-24 | 500-800 | 32-44 |
焊接速度的选择
主要考虑焊接质量和生产率。焊接进快,保护效果差,同时使冷却速度加大,降低焊
缝塑性,且不利于焊缝面型;焊速过慢,容易烧穿焊件及使焊缝组织粗大。实际生产
中,焊速一般不超过30米/时。
焊丝干伸长度的选择
焊丝干伸长度的增加,熔深浅,焊丝熔化加快,提速了生产率真; 但干伸长度过大,
焊丝易熔断,飞溅严重,使焊接过程不稳定,一般取焊丝直径10倍长。
CO2气体流量选择
主要考虑保护效果。另外,内角焊比外角焊保护好,流量应偏低限数值参看下表。
CO2气体流量选择
焊接方法 | 细丝CO2焊 | 粗丝CO2焊 | 粗丝大电流CO2焊 |
CO2流量(升/分) | 5-15 | 15-25 | 25-50 |
注意事项
1、环境
1)、焊接操作应在一个相对干燥的环境下进行,空气湿度一般不应超过90%。
2)、周围温度应在-10摄氏度至40摄氏度之间。
3)、避免在日光下或雨中进行焊接,不要让水或雨水渗进焊机内。
4)、避免在灰尘区或含有腐蚀性气体环境下进行焊接工作。
5)、避免在有较强的空气流动的环境中进行气体保护焊接操作。
2、安全要点
焊机内已安装有过压过流及过热保护电路,当电网电压、输出电流及机内温度超过设定
的标准后,焊机将自动停止工作;但过度的使用(如电压过高)仍会导致焊机的损坏,
所以您仍需注意以下事项:
1)确保通风良好!
焊机在工作时,有较大的工作电流通过,自然通风不能满足机器制冷却要求,故内装两
个风扇来有效地冷却机器内部的发热部分一时期工作平稳。注意:使用人员应确认通风
处未被覆盖或堵塞,焊机和周围物体的距离应不小于0.3米, 用户应一直注意保持良好
的通风,因为这对于焊机更好的工作和保证更长的使用寿命是非常重要的。
2)禁止过载!
使用人员应记得随时观察最大的允许负载电流(相对可选定的负载持续率),保持输出
电流不超过最大的允许负载电流。电流过载将会明显地缩短焊机的使用寿命,甚至可能
烧毁焊机。
3)禁止电压过高!
电源电压列在“主要性能参数”表中,在一般情况下,机内的电压自动补偿电路将保证输
出电流保持在允许的范围。如果电源电压超过允许值,将会损坏焊机,使用人员应充分
了解此种情况,并采取相应的预防措施。
4)每个机器的后面都附有一个接地螺丝,并标有接地标记。在进行操作前,选用一根
截面不小于4㎜2的电缆线,将焊机外壳可靠接地, 以释放静电或防止由于漏电可能发
生的事故。
5)如果焊机机工作时超过标准负载持续率,焊机可能会突然进入保护状态而中止工作,这表示焊机超出标准负载持续率,过度热能触发了温控开关,使其停止工作,同时在前
部面板上的红色指示灯亮起。在这种情况下,您不必拔下电源插头,以便冷却风扇可持
续工作,对焊机进行冷却。当红色指示灯熄灭后,温度降至标准范围,可以重新开始焊接。
维护
1)安全警告:所有的维护、检修工作都必须在完全切断电源的情况下进行,请在打开
机壳前确认已拔下电源插头。
2)定期检查焊机内部电路连接情况,确认线路连接正确,连接头牢固(特别是接入插
头或元件),如果发现有生锈和松脱,应用砂纸打磨掉生锈屑或氧化膜,重新连接,并
加以紧固。
3)机器通电时,不要让手、头发以及工具等靠近机内的带电器件, 如此可以免受伤或
造成机器损坏。
4)定期通过压缩空气清除灰尘。若气保焊机的工作环境处在灰尘较大的区域, 则需每
日为机器清除灰尘。
5)压缩空气的压力应在一个合理力度,以免损坏焊机内的小元件。
6)避免水或水汽进入焊机内部,如果出现此种情况,应对焊机内部进行干燥处理。 随后,用兆欧表测量焊机的绝缘情况(包括连接节点之间及连接点与机壳之间)。只有证
实没有异常情况,才能继续焊接工作。
7)如果长时间不适用该机器,需将其放入相应的包装箱内,并存放在干燥的环境中。
日常检修
为了充分发挥本机的性能,保证每天安全作业,日常的检修是非常关键的。日常检查时
,以焊枪、送丝装置中各种零件的磨损、变形、气孔是否堵塞等为重点,依次检查以下
部件。必要时应对某些零件进行除垢、更换等。更换零件时为了保持原机性能,请务必
使用本公司焊机纯正零件。
焊接电源
部件 | 检修重点 | 备注 |
前面板 | 1、开关的操作,转换以及安装情况。 2、验证电源指示灯的亮灭。 |
|
冷却风扇 | 查验是否有风及声音是否正常 | 如没有风扇转动声或有异常声音,则需要进行内部检修。 |
电源部分 | 1、通电时。是否发生异常振动及蜂鸣声。 2、通电时,是否产生异味。 3、外观上是否有变色等发热现象 |
|
外围 | 1、送气管路有无破损,连接外有无松动。 2、外壳及其它紧固部位是否有松动。 |
|
焊枪
部件 | 检修重点 | 备注 |
喷嘴 | 1、安装是否牢固,前端是否变形。 2、是否附着飞溅物 | 成为产生气孔的原因。 成为焊枪烧损的原因。 (其有效办法是使用防溅剂) |
导电嘴 | 1、安装是否牢固。 2、端头损伤、孔的磨损及堵塞。 | 成为焊枪螺纹损伤的原因。 成为电弧不稳或断弧的原因。 |
送丝导管 | 1、检查送丝管伸出部分的尺寸 | 小于6㎜时应予更换,如伸出部分尺寸太小会导致电弧不稳。(在更换送丝管时,请注意最好使伸出部分的尺寸比规定的略长) |
2、焊丝直径和送丝线管内径是否吻合。 | 不吻合是导致电弧不稳定的原因,请换用合适的送丝管。 | |
3、局部的弯折和伸长。 | 是导致送丝不良和电弧不稳的原因,请更换。 | |
4、送丝管内污垢,焊丝镀层残渣和堵塞。 | 可导致送丝不良和电弧不稳。(用煤油擦拭或更换新送丝管) | |
5、送丝管的破损,0行圈的磨损。 | 可引起飞溅 *热缩管的破损,需要更换新的送丝管。 *“0”行圈的磨损需要更换新品。 | |
气体分流器 | 忘记插入或孔的堵塞,或从其他厂家购入的元件的装配。 | 可导致气体保护不良引起的焊接缺陷(飞溅等),焊枪本体的烧损(本体内的电弧)等,请正确处理。 |
二氧化碳保护焊 气体保护焊机气保焊MIG500送丝机
部件 | 检修重点 | 备注 |
压把 | 是否将压把调到了合适加压指标线。 | 导致送丝不稳,电弧不稳。 |
导丝管 | 导丝管口处和送丝轮边是否积存了切粉、废屑。 | 清除切粉废屑,检查发生原因并予以根除。 |
焊丝直径和导丝管内径是否吻合。 | 不吻合时,导致电弧不稳定或产生切粉、废屑。 | |
检查导丝管接口中心和送丝轮槽中心是否一致。(目测) | 错位将导致切粉的产生和不稳定。 | |
送丝轮 | 1、焊丝直径和送丝轮的公称直接是否一致。 2、检查有无送丝轮槽堵塞。 | 导致焊丝的切粉产生、送丝管的堵塞及电弧的不稳定。 *如发生异常现象,请更新产品。 |
加压轮 | 检查转动的平稳性,焊丝加压面的磨损及接触面的变窄。 | 导致送丝不良,进而引起电弧不稳定。 |
输出电缆
部件 | 检修重点 | 备注 |
焊枪电缆 | 1、焊枪电缆是否弯曲程度太大。 2、快速插头金属连接部位是否发生松动。 | *引起送丝不良。 *电缆弯曲送丝太大会引起电弧不稳定。(注意尽量将焊枪电缆拉直使用) |
输出端电缆 | 1、电缆绝缘物的磨损、损伤等。 2、电缆接头处的裸露(绝缘损伤)和松脱 | 为确保人身安全和稳定的焊接,请根据工作场地的状况采取适当的检修方法。 *日常检修——广泛、简单 *定期检修——深入、细致 |
输入端电缆 | 1、配电箱的输入保护设施的输入、输出端子的连接是否牢固。 2、保险装置的线连接的是否可靠。 3、焊接电源的输入端子连结外线缆是否牢固。 4、输入端电缆在配线过程中,其绝缘物是否磨损、损伤而露出导体部分。 |
|
接地线 | 1、焊接电源接地用的地线有无断路,接是否牢固。 2、母材接地用的地线有无断路现象,连接是否牢固。 | 为防止漏电事故,确保安全,请务必进行日常检修。
|